Maintaining the highest levels of quality and maintenance in delivering the last line of defence in your cooling system
What is a Drift Eliminator?
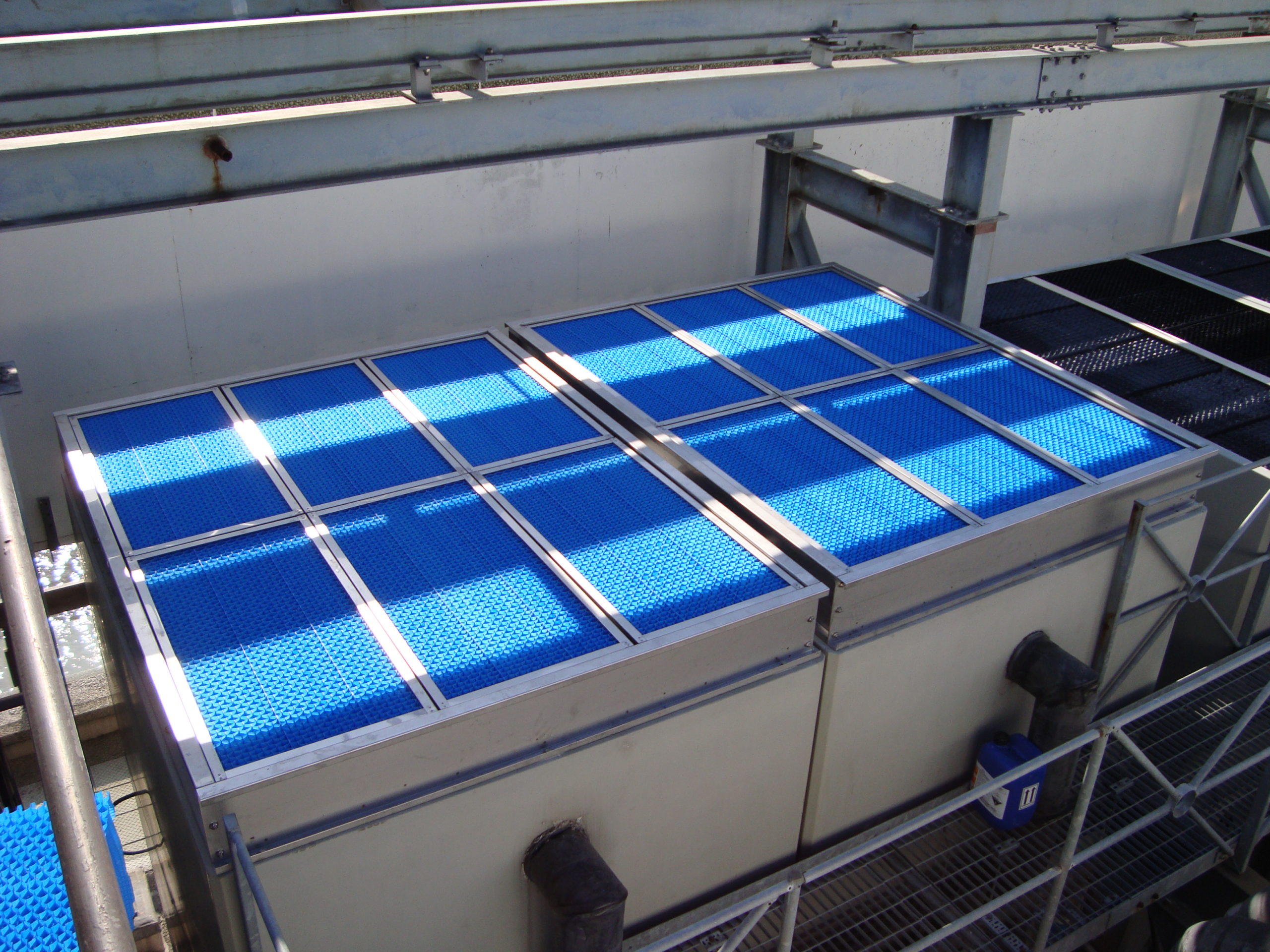
A drift eliminator can be defined as equipment containing a complex system of baffles designed to minimise drift discharging from a cooling tower or evaporative condenser. Today they are predominantly manufactured using either PVC or polypropylene (PP) material although some towers may still have metal type versions.

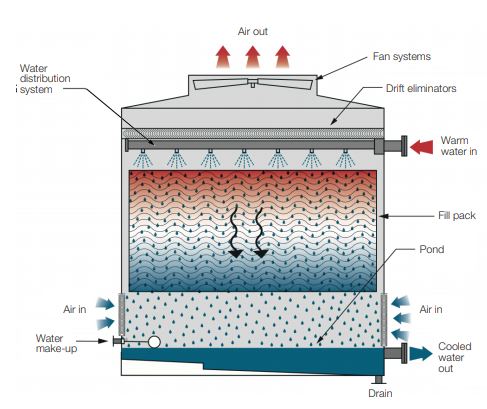
Counterflow 
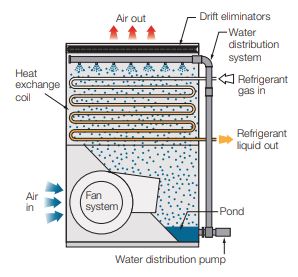
Evaporative Condenser 
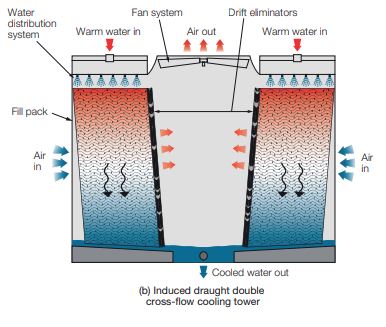
Crossflow
Do all Cooling Towers have Drift Eliminators?
UK legislation (HSG274 Part 1) states that… “Drift eliminators should be installed in all towers that have fans” therefore apart from low velocity, natural draught towers, drift eliminators are required across all cooling towers and evaporative condensers.
They are located on the discharge side of a cooling tower, either above the cooling tower heat transfer surface and distribution system on a counterflow cooling tower or vertically, in front of the heat transfer surface on a crossflow tower.
This article discusses what drift eliminators are, why we need them, the various types, maintenance requirements and considerations when replacing.
How Does a Drift Eliminator Work?
The key function of drift eliminators in evaporative cooling systems is to reduce (not eliminate as the name suggests) the escape of water droplets entrained in the discharge air stream of a cooling tower or evaporative condenser.
As air travels through the drift eliminator its direction of travel is altered by the eliminator foil or blade design. This causes water droplets entrained in the airstream to collect on the eliminator foil surfaces. The droplets agglomerate and they rapidly gain sufficient size and mass to overcome the discharge airstream velocity and drain back into the cooling tower rather than escape in the discharge airstream.
Why do we need Drift Eliminators?
Although the purpose of a drift eliminator is to reduce the escape of water droplets entrained in the air discharge, it is necessary to understand why this is important.
Their foremost purpose is to protect people and the local environment from escaping aerosols and water droplets from a cooling tower or evaporative condenser but this is not the only benefit of drift eliminators.
In the most serious case, if the water treatment regime has failed, then the drift eliminator provides the last line of defence in preventing the dispersion of harmful legionella bacteria often found in water cooling systems. Legionaires disease can be contracted by inhaling legionella bacteria contained in the aerosol discharge from the cooling tower.
By returning water droplets to the cooling tower, the drift eliminators aid in the conservation of water in the cooling system and the efficiency of a drift eliminator has a significant part to play in the water savings possible therefore it’s important to understand what the quoted efficiency refers to and the relative impact this has on water savings.
What causes Cooling Tower Drift?
Drift can be defined as the water that is emitted along with the exhaust air of a cooling tower. As air travels through the cooling tower water droplets are entrained in it particularly as it passes through the distribution system. Drift droplets typically range between 50 and 200µm in diameter (around the thickness of a human hair).
The drift droplets that escape contain the same chemical, bacterial, and particulate matter of the circulating water from the tower, and therefore, can cause negative effects on the surrounding equipment and the wider environment.
What is Evaporation Loss in a Cooling Tower?
The use of a cooling tower is a common way of extracting waste heat in industrial operations, and water is the most used coolant to remove waste heat in the majority of such operations.
In a cooling tower, the hot water stream is introduced downward through spray nozzles into fill or pack inside the tower. This packing material is aimed at creating more surface area, to maximize contact between the hot water stream and air. As air rises inside the tower, it receives the latent heat of vaporisation from the water, and thus the water is cooled.
As a rule of thumb, for every 5.5°C (10°F) of water cooling, 1% total mass of water is lost due to evaporation.
How do you Calculate Evaporation Loss in Cooling Towers?
There are different types of water loss experienced in a cooling tower.
Evaporation Loss in cooling towers:
Evaporation loss = 0.00153 Wc (T1-T2)
This means T1 – T2 = inlet water temperature minus outlet water temperature (°C), with 0.00153 being an evaporation constant.
Evaporation loss can also be expressed by using this formula:
![]()
Where:
C = Circulating water in m3/hr
lambda = Latent heat of vaporisation of water = 540 kcal/kg (or) 2260 kJ / kg or
Ti – To = water temperature difference from tower top to tower bottom in °C
(cooling tower inlet hot water and outlet cold water temperature difference)
Cp = specific heat of water = 1 kcal/kg / °C (or) 4.184 kJ / kg / °C
Drift Loss in cooling tower:
Drift Eliminator efficiency is measured by the drift rate and typically shown as a percentage of the circulating water flow rate. For example, a cooling system with a circulating flow rate of 200m3/hr using a drift eliminator with a published drift rate of 0.0005% the corresponding levels of water leaving the tower in the form of drift droplets would be:
Drift Loss (m3/hr) = 200m3/hr x 0.0005/100 = 0.001m3/hr
or expressed as litres /hour = 1 litre.
If we look at a product with a drift rating of 0.002% we would get a drift loss of 4 litres per hour – 4 times more drift loss – so it does make a very significant difference to water volumes lost through drift escape.
Of course, all the published drift ratings are based on lab studies by drift eliminator manufacturers who quote an operating range of the eliminator against air velocities.
A Note on Drift Eliminator Efficiency
Drift Eliminator efficiency is measured by the drift rate and typically shown as a percentage of the circulating water flow rate. For example a cooling system with a circulating flow rate of 200m3/hr using a drift eliminator with a published drift rate of 0.0005% the corresponding levels of water leaving the tower in the form of drift droplets would be:
Drift Loss (m3/hr) = 200m3/hr x 0.0005/100 = 0.001m3/hr
or expressed as litres /hour = 1 litre
If we look at a product with a drift rating of 0.002% we would get a drift loss of 4 litres per hour – 4 times more drift loss – so it does make a very significant difference to water volumes lost through drift escape.
Of course all of the published drift ratings are based on lab studies by drift eliminator manufactures who quote an operating range of the eliminator against air velocities.
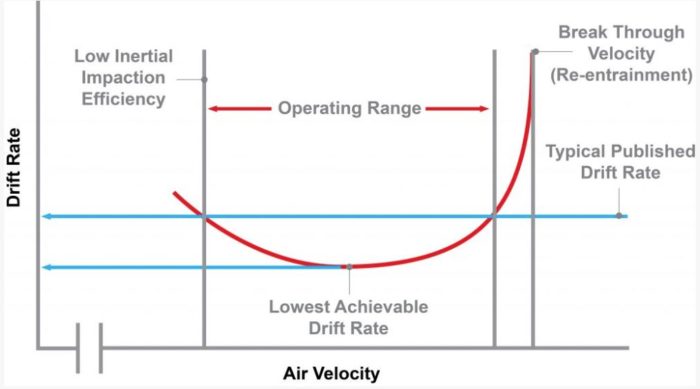
A drift eliminators function relies on inertial impact of the water droplets on the walls of the drift eliminator due to the changing direction of airflow through the eliminator. When the droplets impact the side walls, they are removed from the airstream and run back into the cooling tower.
The airflow is velocity can be critical to the efficiency of the eliminator.
Low Airflow: Where the velocities through the eliminator are too slow, impact of water droplets on the walls of the eliminator may not occur and droplets can escape the tower creating inefficiencies.
High Airflow: Although at high velocities droplet impaction will be highly effective, the droplets may not be able to drain back down into the cooling tower and instead will be pushed / pulled through the eliminator – referred to as ‘breakthrough’ and has the appearance of upwards ‘rain’.
General Operating Conditions: This is where the eliminator is likely to be performing efficiently with velocities between 2.3 – 3.5m/s
Tower design can also impact drift eliminator efficiency. Specifically, plenum height needs to allow for even air distribution across the eliminator. Support structures, distribution systems etc can create localised higher velocities that need to be considered when installing replacement drift eliminators.
Distribution nozzles can also impact the performance of the eliminators and consideration needs to be given to droplet size generated and distance from the nozzle to the eliminator.
As we’ve highlighted above, drift eliminators have an important role in conserving water in a cooling system and along with this the water chemistry. As droplets of water are lost from the tower so is the chemical treatment. Low efficiency or poor performing drift eliminators can result in unnecessary expense on water treatment.
Water Treatment chemicals can also cause corrosion to mechanical components of cooling towers. With droplets passing through the eliminators it is possible that fans, motors, gears, shafts and bearings all suffer the effects of the water treatment. Ensuring that drift eliminators are high efficiency and are in good condition is vital to the longevity of the whole cooling tower / evaporative condenser.
Types of Drift Eliminator
Modern drift eliminator modules on cooling towers and evaporative condensers typically conform to two design types – either ‘blade’ type or cellular.

Example of Blade type design 
Example Cellular Design
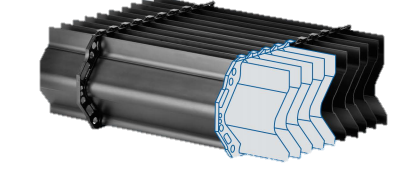
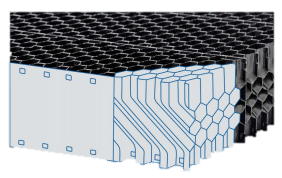
The number of ‘passes’ on a drift eliminator relates to the number of directional changes of air as it passes through the eliminator. The more passes, the more opportunity for impaction of droplets to occur and therefore improving potential efficiency. Cellular designs are typically far more efficient than their blade counterparts which would be better suited to low velocity larger towers.
Drift Eliminator Material – Is this important?
Today, the two most common polymers that drift eliminators are manufactured from are polyvinyl chloride (PVC) and polypropylene (PP), chosen for their strength and longevity in wet environments. They both however have a hydrophobic nature and repel water. This can create potential beading of water which can be drawn out of the tower.
This resistance to wetting is related to the Surface Free Energy (SFE) of the polymer and in studies comparing PP with PVC, PP has a much lower SFE than PVC creating increased beading action and therefore potential increased drift loss.
Seasoning or ageing of PP and PVC eliminators can increase the SFE of the material and therefore increase performance. Studies on cooling tower packing made of these two materials show that PVC takes on average about half the time to become fully wetted out compared to PP. Considering that drift eliminators are never fully wetted then there is likelihood that they will never reach their specified efficiency.
Temperature – PP drift eliminators are able to operate at more extreme temperatures – typically -20-70 / 80oC (short time) whereas PVC material is better suited to temperatures ranges of 0-55 / 60oC (short time). There are however both PP (95oC) and PVC (70oC) specialist products that will operate at higher temperatures.
Framed or Unframed Drift Eliminators?
Unframed drift eliminators are usually ‘nested’ together (blade type versions) to prevent drift between modules. They are light weight and easy to handle but can suffer from shorter lifespan than their framed equivalents as edges and blades are damaged when removed for cleaned.
Framed (cassette type) eliminators provide edge protection to the module. Frames are typically manufactured in stainless steel increasing the lifespan of the eliminator further. If modules need to be replaced, the frame can be retained and reused. Framed eliminators are not nested therefore should have an air block ‘T’ between each module which also acts as support for each module. Framed eliminators are most often found on retro fits of cooling towers and evaporative condensers. Consideration should be given to the size of each module as they can become quite weighty over certain lengths making handling more difficult.
Whichever type is chosen, it is important to ensure that there is no potential for drift escape between modules and between the modules and the frame of the cooling tower.
Drift Eliminator Maintenance
Maintenance of cooling towers generally is critical to their performance and safety.
In the UK, HSG274 Part 1 legislation states that:
“In most cases, drift eliminators should be in sections that are easy to handle and readily removable for cleaning. They should be well fitted with no obvious gaps between sections and not damaged. It is important that the airflow is not impeded, eg by build-up of scale. Drift eliminators can become brittle due to chemical attack, ultraviolet radiation from the sun or temperature extremes. Brittleness will lead to breakage of the plastic and this will affect the efficiency of the eliminator. The efficacy of drift elimination is dependent on the relationship between fan speeds, density and resistance of the pack, as well as the design and fitting of the eliminator itself. Care should be taken to ensure that effective drift elimination is maintained and the effects of any alterations to key components of the tower assessed.”
With the above in mind, access is important and with eliminators on counterflow cooling towers located at the top then working at height legislation also needs to be adhered to. Permanent access platforms with handrails around all sides present the safest way of providing safe access to operatives maintaining the drift eliminators.

Where there are discharge ducts or attenuation then adequate hatches should be located to be able to safely remove and store the eliminators for removal for cleaning and inspection.
Inspection should involve looking for deposits, damage and correct orientation and fitting. Where the eliminators are brittle, or heavily fouled or damaged and cleaning isn’t a practical option, they should be replaced with a suitable drift eliminator for the cooling tower.
Drift Eliminator Replacement
Drift eliminators do not necessarily need to be replaced with OEM versions and in some case they may indeed require upgrading based on efficiency of the existing drift eliminators. In any case it is prudent to discuss your requirements with a cooling tower specialist so you know what options you have open to you in terms of longevity and ease of maintenance as well as performance.
Variable speed drives (VSD’s) are often fitted to cooling tower fans to reduce the fan motor energy consumption. This means that the eliminators will be required to operate over a range of velocities. It is therefore important that the eliminators are suitable for all operating conditions that will be experienced by the cooling tower.
It may also be sensible to consider the use of inverter drives (VSDs) to alter the fan speed, thus velocities through the tower dependent on cooling demand. This can significantly aid in the reduction of drift escape from cooling towers.
Final Thoughts
This article aims to provide an overview of the function and performance characteristics of drift eliminators within both cooling towers and evaporative condensers. If there are specific questions that you may have regarding your application then please drop me a line and I’d be happy to help. For further reading on how drift eliminators can help combat legionella then please see our article: How Drift Eliminators Combat Legionella

Richard is the CEO of Vistech Cooling. With over a decade of experience, Richard knows a thing or two about Cooling Towers. He’s constantly innovating and looking for new ways to not only reshape the industry, but create the most efficient and streamlined process for his clients.